
Weld penetration is one of the most important factors for strong, reliable welds. If the weld does not penetrate deep enough, the joint can break under stress. Too much penetration can also cause problems like burn-through or weakening the base metal.
Many beginners struggle to get the right depth, but with a few practical tips, you can improve your welds dramatically. Let’s explore how to achieve proper weld penetration, avoid common mistakes, and understand how different factors affect your results.
Understanding Weld Penetration
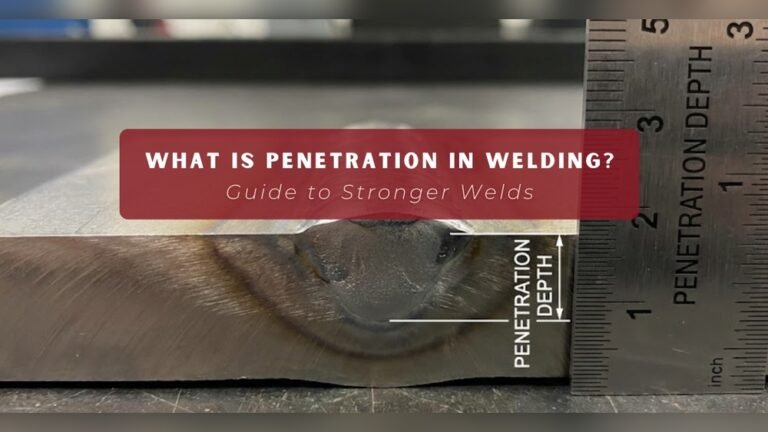
Weld penetration refers to how deep the weld metal fuses into the base material. It is measured from the surface to the deepest point where the weld has melted the base metal. Good penetration ensures the weld is strong and durable. Poor penetration leaves the weld weak and likely to fail.
For most structural work, the goal is full penetration, meaning the weld goes through the entire thickness of the joint. For thinner materials, partial penetration may be acceptable. The type of weld, material thickness, and application determine the needed penetration.
Key Factors Affecting Weld Penetration
Several variables control penetration. Changing any of them can help or hurt the weld quality. Here are the main factors:
| Factor | Effect on Penetration | Beginner Tip |
|---|---|---|
| Current/Amperage | Higher amps = deeper weld | Start at recommended setting |
| Travel Speed | Slower = deeper penetration | Don’t rush the weld |
| Electrode Angle | Wrong angle = shallow weld | Keep consistent angle |
| Joint Preparation | Clean, open joint = better weld | Remove rust, oil, paint |
| Shielding Gas | Good gas coverage = stronger weld | Check for leaks |

Credit: www.canadianmetalworking.com
Practical Weld Penetration Tips
- Set Correct Amperage
- Most welders use too little current. For mild steel, start with 1 amp per 0.001 inch of thickness. For example, 1/8 inch steel needs about 125 amps. Adjust based on the weld pool.
- Control Travel Speed
- Move the torch or electrode slowly and steadily. Going too fast reduces penetration; too slow can cause excessive buildup. Watch the weld pool—if it’s small and thin, slow down.
- Use Proper Electrode Angle
- Keep the electrode at a 10–15 degree angle, pointing in the direction of travel. A flat angle increases penetration, but too flat can cause spatter.
- Clean Base Metal Thoroughly
- Dirt, rust, paint, and oil block heat and gas. Use a wire brush or grinder to clean the joint area. Even small contamination can reduce penetration by up to 30%.
- Open Up the Joint
- For thicker materials, bevel the edges with a grinder. This gives the weld more space to penetrate. For butt joints over 1/4 inch thick, a V-groove is standard.
- Maintain Good Shielding Gas Flow
- In MIG or TIG welding, check that gas covers the weld pool. Poor coverage causes porosity and weak penetration. Use 20–25 CFH for most jobs.
- Preheat Thick Materials
- Preheating steel over 1/2 inch thick to 200–300°F helps the weld penetrate deeper. Use a torch or oven as needed.
- Watch the Weld Pool
- The shape of the weld pool tells you about penetration. A wide, shallow pool means poor penetration. A narrow, deep pool is better.
- Use the Right Electrode
- For stick welding, choose rods like E6010 or E7018 for deep penetration. Soft electrodes may not work well on thick metals.
- Check for Undercut and Burn-Through
- Too much penetration can cause undercut (a groove at the weld toe) or burn-through (hole in the joint). Watch for these signs and adjust settings.
Common Mistakes That Reduce Weld Penetration
Many welders make simple errors that weaken their welds:
- Using low amperage: Always check your welder’s settings. Too little heat means poor fusion.
- Ignoring joint prep: Dirty joints can cut penetration by a third.
- Wrong electrode angle: Keep steady. Changing angles mid-weld creates uneven penetration.
- Moving too fast: Rushing causes thin, weak welds.
- Bad gas coverage: Always check for leaks and drafts.
Comparing Weld Types And Penetration
Different welding methods produce different penetration profiles. Here’s a comparison of common weld types:
| Weld Type | Typical Penetration | Best Use |
|---|---|---|
| Stick (SMAW) | Deep (especially E6010) | Thick steel, structural work |
| MIG (GMAW) | Moderate | Sheet metal, automotive |
| TIG (GTAW) | Precise, variable | Thin metals, stainless |
| Flux Core | Deep (good for outdoor use) | Heavy fabrication, dirty surfaces |
How To Check Your Weld Penetration
Experienced welders use several ways to check penetration:
- Visual inspection: Look for a visible root bead on the backside of the joint.
- Break test: Snap the joint and examine the fracture. Full penetration leaves no unmelted base metal.
- Etch test: Use acid to reveal the weld cross-section.
- Ultrasonic testing: For critical work, professionals use sound waves to check penetration depth.
For beginners, breaking a test weld is the easiest way. If the weld holds and the fracture shows a consistent fusion, penetration is good.

Credit: www.youtube.com
Advanced Insights For Beginners
Many new welders don’t realize:
- Ambient temperature affects penetration: Cold metal absorbs heat fast and reduces weld depth. Warm your workpiece for better results.
- Too much weave can reduce penetration: Wide weaving spreads the heat, making the weld shallow. Use a tight weave for deeper fusion.
Frequently Asked Questions
How Do I Know If My Weld Has Enough Penetration?
Look for a visible root bead on the backside or break the joint and check the fracture. A good weld shows melted base metal throughout.
What Happens If Penetration Is Too Deep?
Too much penetration can cause burn-through, undercut, or weaken the joint. Adjust amperage and travel speed if you see holes or excessive grooves.
Can I Increase Penetration Without Raising Amperage?
Yes. Slow your travel speed, use a tighter weave, or preheat the base metal. Cleaning the joint also helps.
Which Electrode Gives The Deepest Penetration?
E6010 and E7018 stick electrodes are known for high penetration, especially on thick steel.
Is Penetration Important For All Welds?
Not always. Thin sheet metals may only need partial penetration. For structural or load-bearing joints, full penetration is critical.
Getting the right weld penetration takes practice, but the results are worth it. By controlling your settings, preparing joints well, and checking your work, you can create welds that last for years. For more detailed welding guides, visit Lincoln Electric Welding School. With these tips, you’ll avoid common mistakes and make every weld count.

Credit: weldguru.com