
TIG welding, or Tungsten Inert Gas welding, is known for its precision and clean welds. However, even small amounts of contamination can ruin a project, leading to weak joints, ugly finishes, or costly rework. Understanding what causes contamination, how to spot it, and how to prevent it is essential for anyone who wants professional results with TIG welding.
What Is Tig Welding Contamination?
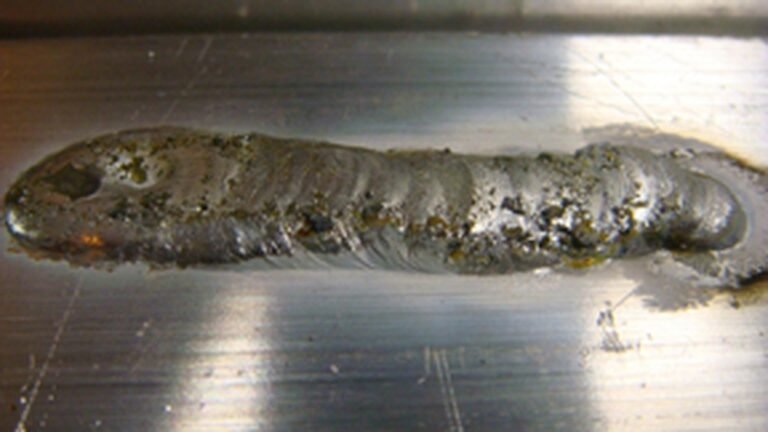
Contamination in TIG welding happens when unwanted materials mix into the weld area. These materials can come from the environment, the metal, or even your equipment. The result is often porosity, weak welds, or poor appearance. Contaminants disrupt the protective gas shield, which is critical for TIG welding’s quality.
Common Sources Of Contamination
Many welders, especially beginners, underestimate how many ways contamination can enter the process. Here are the most frequent sources:
- Dirty base metal – Dirt, rust, oil, and paint on the metal surface can all burn and contaminate the weld.
- Contaminated filler rod – If the rod is oily or dirty, it can carry impurities straight into the weld pool.
- Tungsten electrode contamination – Touching the tungsten to the workpiece or filler rod introduces particles that weaken the arc and the weld.
- Poor shielding gas coverage – If argon flow is blocked or there are leaks, oxygen and nitrogen can enter, causing oxidation and porosity.
- Improper gloves or tools – Touching clean surfaces with dirty gloves or tools can transfer oils or dirt.
Here’s a table comparing the main sources and their effects:
| Source | Typical Contaminant | Effect on Weld |
|---|---|---|
| Dirty Base Metal | Oil, paint, rust | Porosity, weak welds |
| Contaminated Filler Rod | Dirt, oil | Inclusions, poor appearance |
| Tungsten Contamination | Metal, filler rod material | Unstable arc, inclusions |
| Poor Gas Coverage | Air (O2, N2) | Oxidation, porosity |

Credit: www.performanceracing.com
How To Identify Contamination
Spotting contamination early can save a lot of trouble. Signs include:
- Porosity: Small holes or bubbles in the weld bead.
- Black soot or discoloration: Indicates oxidation or lack of shielding gas.
- Cracking: Weaknesses in the weld, sometimes visible, sometimes not.
- Arc instability: Flickering or wandering arc often points to a contaminated tungsten.
A less obvious sign is a hissing or popping sound during welding. This often means gas coverage is inconsistent, possibly letting air into the weld.
Preventing Tig Welding Contamination
The best way to deal with contamination is to prevent it before you even strike an arc.
Clean The Metal Thoroughly
Use a stainless steel wire brush or dedicated grinder for each type of metal. For aluminum, brush just before welding. Wipe with acetone or alcohol to remove oils and moisture.
Keep Equipment Clean
Always handle filler rods with clean gloves. Store rods in tubes or sealed containers. Sharpen tungsten electrodes carefully, and never let them touch the workpiece or filler metal during welding.
Ensure Proper Shielding Gas Coverage
Check hoses and connections for leaks. Use 100% argon for most TIG work. Adjust the flow rate according to cup size and environment, typically between 15–20 cubic feet per hour. In drafty areas, use a larger cup or gas lens for better coverage.
Avoid Cross-contamination
Use separate tools and brushes for different metals. For example, never use a steel brush on aluminum—this can transfer particles and cause weld failure.
Here’s a quick comparison of cleaning methods for TIG welding:
| Cleaning Method | Best For | Precautions |
|---|---|---|
| Stainless Steel Brush | Aluminum, stainless steel | Use only for one metal type |
| Acetone Wipe | All metals | Let dry before welding |
| Dedicated Grinder | Removing heavy rust/paint | Avoid overheating the metal |

Credit: www.reddit.com
Non-obvious Contamination Risks
Many beginners don’t realize that humidity can cause problems. Moisture on metal or in the air can bring hydrogen into the weld, leading to cracking or porosity. Storing rods and parts in a dry area helps a lot.
Another hidden risk is back-purging for stainless or titanium. If you skip this step, the back side of the weld can oxidize badly, even if the top looks clean.
Fixing A Contaminated Weld
If contamination happens, don’t just weld over the problem. Instead:
- Grind out the affected area completely.
- Re-clean both the metal and your tungsten.
- Check your gas coverage before restarting.
Trying to fix defects without removing them only hides the problem. This can lead to failures later, especially in critical projects.
Why Contamination Matters
Contaminated TIG welds are not just ugly—they’re dangerous. For example, in the food or medical industries, tiny cracks or inclusions can harbor bacteria. In aerospace or automotive fields, a weak weld could fail under stress. That’s why major standards, like those from the American Welding Society, have strict rules about weld cleanliness (AWS Welding Standards).
Frequently Asked Questions
What Causes Tig Weld Porosity?
Porosity is usually caused by gas contamination, such as oxygen, nitrogen, or hydrogen entering the weld pool. Dirty metal, bad gas flow, or moisture are the main culprits.
Can I Use The Same Wire Brush For Different Metals?
No, always use a separate brush for each metal type. Mixing brushes can transfer particles and cause cross-contamination, leading to weld defects.
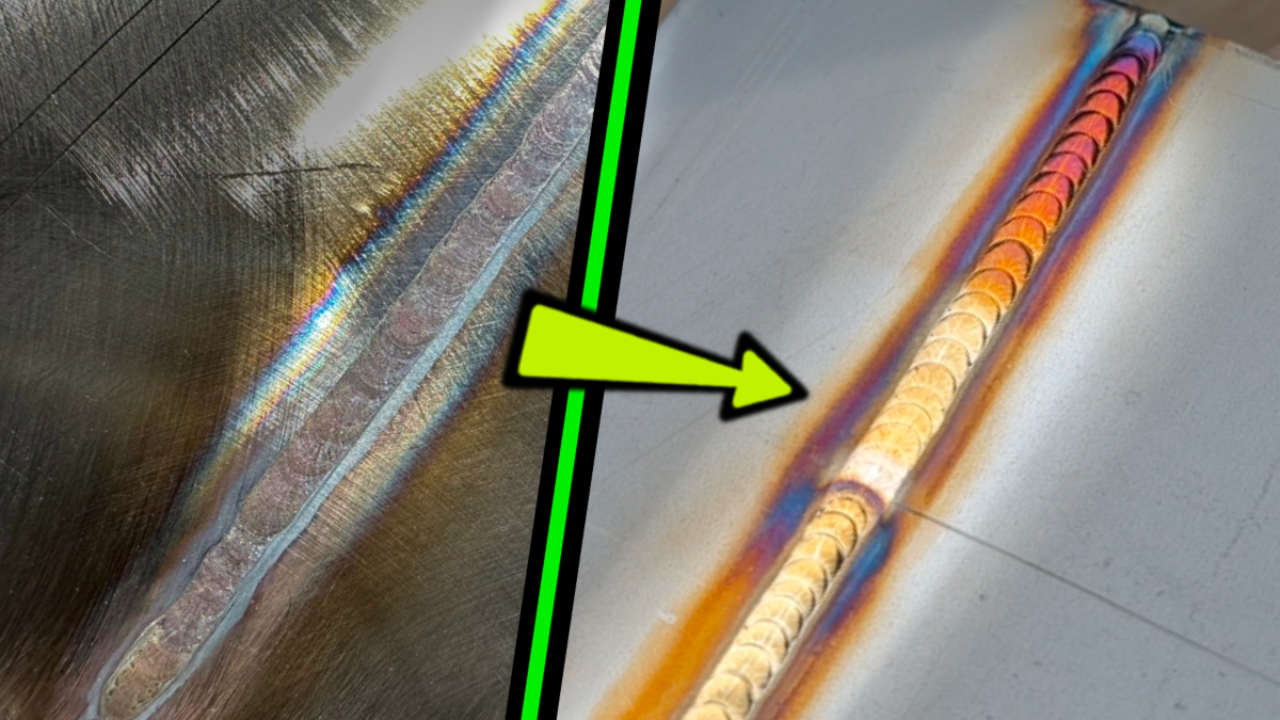
How Do I Know If My Shielding Gas Is Working Properly?
Look for a stable arc and a clean weld bead with no discoloration. If you see black soot, porosity, or hear a hissing sound, check for gas leaks or adjust your flow rate.
What Should I Do If My Tungsten Gets Contaminated?
Stop welding, regrind the tungsten to remove any contamination, and make sure not to dip it into the weld pool or touch the filler rod again.
Why Is Aluminum More Sensitive To Contamination?
Aluminum forms a tough oxide layer quickly, and it melts at a higher temperature than the base metal. If not cleaned well, this oxide or any oil can cause major weld problems.
Perfecting TIG welding requires careful attention to every detail. By understanding and preventing contamination, you’ll create stronger, safer, and better-looking welds every time. Remember, the extra effort in preparation always pays off in the finished result.
Credit: www.pacificarctigwelding.com