
Welding thin metal with MIG (Metal Inert Gas) is a task that requires skill, patience, and the right settings. Many beginners struggle with burn-through, warping, or weak joints. The good news is that with the right approach, you can achieve strong, neat welds even on metal as thin as 18 or 22 gauge.
Whether you’re repairing automotive panels, making custom brackets, or working with sheet metal, understanding the details will help you get professional results.
Why Mig Welding Thin Metal Is Challenging
Thin metal heats up quickly and loses strength fast. If you use too much power or stay in one spot, you can easily burn a hole through the material. Heat control is critical. MIG welding is popular because it’s easy to use and works well on thin materials, but you must adjust your technique and settings carefully.
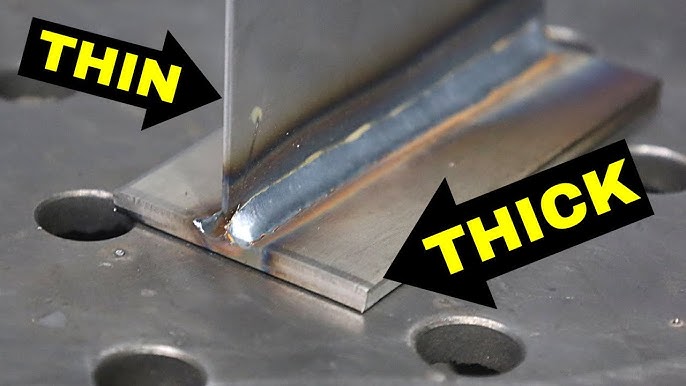
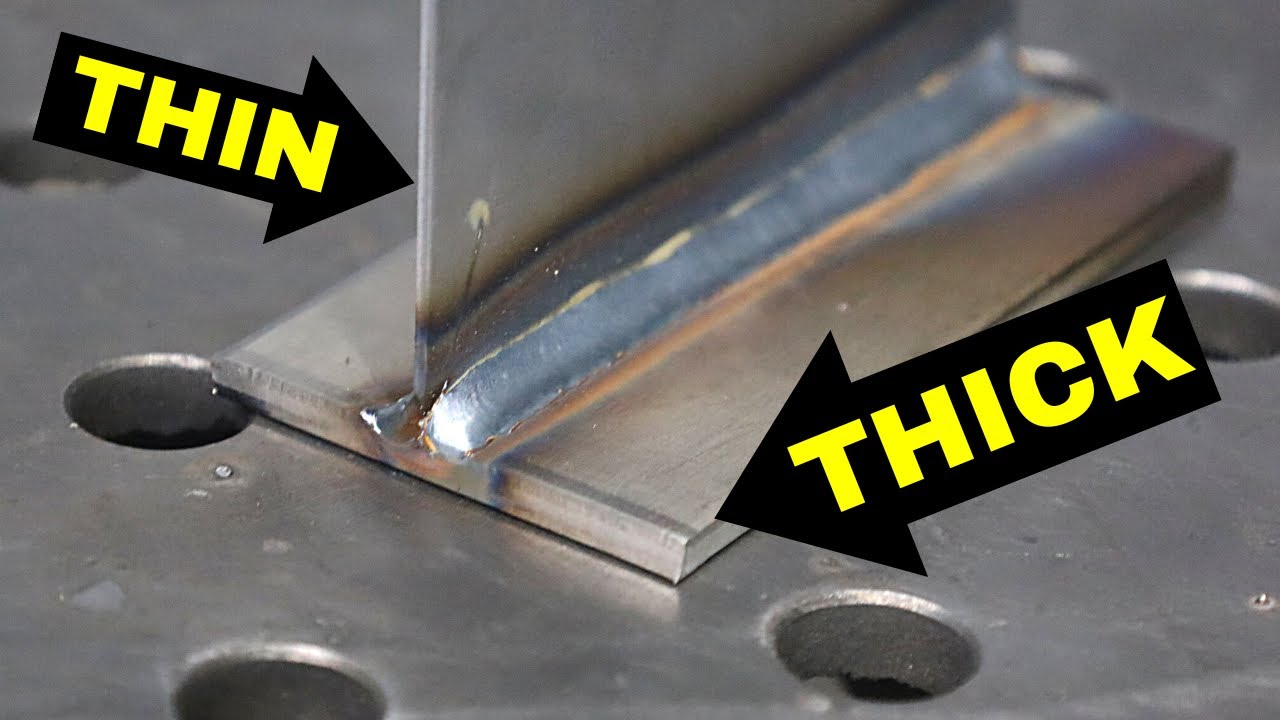
Here’s a quick comparison of MIG welding thin metal versus thicker metal:
| Aspect | Thin Metal (18-22 gauge) | Thick Metal (1/4 inch+) |
|---|---|---|
| Heat Input | Low | High |
| Travel Speed | Fast | Slower |
| Risk of Burn-Through | High | Low |
| Joint Strength | Requires Precision | More Forgiving |
Setting Up Your Mig Welder For Thin Metal
Choosing the right settings makes all the difference. Start by selecting a smaller wire diameter—usually 0.023 or 0.030 inch for thin sheet. Use a low voltage and lower wire speed. These adjustments reduce heat and help you avoid burning through the metal.
Gas Selection
A mix of 75% Argon / 25% CO2 is ideal for most thin metal MIG welding. It produces a smooth arc and less spatter, making your welds cleaner. Pure CO2 is cheaper but can cause more spatter and heat, which is not good for thin sheets.
Welder Settings Example
Here’s a typical starting point for welding 20-gauge mild steel:
| Setting | Recommended Value |
|---|---|
| Wire Diameter | 0.023 inch |
| Voltage | 14–16V |
| Wire Speed | 200–250 inches/min |
| Gas Flow | 20–25 CFH |
Always check your welder’s manual for guidance on settings. Adjust as needed for your specific metal thickness.
Credit: www.youtube.com
Techniques To Prevent Burn-through
When working with thin metal, traditional welding methods can cause issues. Here are proven techniques to avoid burn-through:
- Stitch Welding: Weld in short bursts instead of a continuous bead. This allows the metal to cool between welds.
- Tack Welding: Place small tack welds along the joint, then connect them. This reduces heat buildup.
- Back-Stepping: Start your weld in the middle and move backward, overlapping with previous welds. It helps distribute heat.
- Welding from Both Sides: For critical joints, weld from both sides to minimize heat on each pass.
These methods help keep the metal from overheating and warping.
Joint Preparation And Fit-up
Preparing your joint is just as important as the welding itself. Clean all surfaces with a wire brush to remove rust, paint, and oil. Overlapping joints are stronger for thin metal, but butt joints can be used if fitted tightly.
Here’s a comparison of joint types for thin metal MIG welding:
| Joint Type | Strength | Ease of Welding | Common Use |
|---|---|---|---|
| Lap Joint | High | Easy | Sheet metal repairs |
| Butt Joint | Medium | Challenging | Automotive panels |
| Edge Joint | Low | Hard | Thin strips |
For beginners, lap joints are the best choice. They allow more contact area and are less likely to burn through.
Credit: www.youtube.com
Common Mistakes And How To Avoid Them
Many welders make errors that weaken the weld or damage the metal. Here are some mistakes you should avoid:
- Using too much heat: This causes burn-through and warping.
- Not cleaning the metal: Dirt and rust lead to weak welds.
- Welding too slowly: Staying in one spot too long overheats the metal.
- Poor joint fit: Gaps make it harder to control the weld.
Remember, practice is key. Always test your settings and technique on scrap pieces before working on your actual project.
Practical Tips For Strong Thin Metal Welds
Getting perfect welds takes experience, but these tips will help you improve faster:
- Keep the gun angle between 10–15 degrees for best control.
- Hold the gun close—about 3/8 inch from the metal.
- Use both hands to steady the gun, especially for longer welds.
- Let the metal cool between passes. Use a damp cloth to speed cooling if needed.
- Try welding on a copper backing plate. Copper absorbs heat, preventing burn-through.
- Avoid grinding welds too much. Thin metal gets weaker with aggressive grinding.
One insight many beginners miss: the sound of the arc. A steady, soft “hiss” means your settings are right. If you hear loud popping or sputtering, adjust voltage or wire speed.

Credit: www.mig-welding.co.uk
Safety Considerations
MIG welding thin metal creates hot sparks and UV light. Always wear a welding helmet, gloves, and protective clothing. Thin metal can warp and bend unexpectedly, so keep your hands clear of the joint. Work in a well-ventilated area to avoid inhaling fumes.
Frequently Asked Questions
What Is The Best Wire Size For Mig Welding Thin Metal?
0.023 inch wire is ideal for most thin sheet metal jobs. It creates less heat and gives you better control compared to thicker wires.
Can I Weld Thin Aluminum With Mig?
Yes, but you need 100% Argon gas and a spool gun. Aluminum is softer and conducts heat faster, so settings must be even lower than for steel.
How Do I Avoid Warping When Welding Thin Metal?
Use short welds and let the metal cool between passes. Clamping the metal tightly and using backing plates also help reduce warping.
Is Mig Better Than Tig For Thin Metal?
MIG is easier and faster for beginners, but TIG welding gives more control and cleaner results. TIG is preferred for high-quality or decorative welds.
Where Can I Find More Detailed Welding Guides?
For more in-depth welding guides and tips, check Lincoln Electric’s Education Center.
Mig welding thin metal can be tricky, but it’s a skill worth learning for any metalworker or hobbyist. With careful setup, the right techniques, and practice, you’ll achieve strong, clean welds even on the thinnest sheets. Remember: patience and preparation are your best tools.