
Welding is a critical process in construction, manufacturing, shipbuilding, and many other industries. But while welding joins metals together, it often causes distortion. This distortion means the metal bends, twists, or changes shape because of heat. Too much distortion can ruin the final product, create extra costs, or even cause safety risks. Controlling welding distortion is essential for getting strong, accurate, and reliable results. Let’s explore why distortion happens, how to prevent it, and the best practices that experts use today.
What Causes Welding Distortion?
When you weld, you heat metal to high temperatures. The hot metal expands, and then it shrinks as it cools. This expansion and shrinking do not happen evenly, so the metal often bends or warps.
Here are the main reasons distortion happens:
- Uneven heating: The weld area gets much hotter than the surrounding metal.
- Rapid cooling: The metal shrinks quickly, pulling on the weld.
- Restraint: When metal is tightly held or clamped, it can distort more.
- Joint design: Some shapes and welds cause more distortion.
For example, thin plates are more likely to bend than thick ones. Long welds can pull the metal out of shape much more than short welds.
Types Of Welding Distortion
Not all distortion looks the same. Here are the most common types:
- Longitudinal distortion: The metal stretches or shrinks along the length of the weld.
- Transverse distortion: The metal bends across the weld.
- Angular distortion: The metal angles or twists at the weld joint.
- Buckling: The metal bulges or wrinkles, often in thin sheets.
These types can appear alone or together. Angular distortion is especially common in fillet welds, while buckling often happens in large sheet metal.
Methods To Control Welding Distortion
Controlling distortion starts with planning. Here are proven ways to reduce or prevent distortion:
1. Use Proper Welding Sequence
Welds should be placed in a sequence that balances stresses. For example, backstep welding (welding in short, opposite directions) and skip welding (welding alternate sections) help prevent excessive heat buildup.
2. Select The Right Welding Parameters
Lower heat input means less distortion. This includes:
- Lower amperage or voltage
- Faster welding speed
- Smaller weld beads
Using these settings, you minimize the heat affecting the metal.
3. Control Joint Design
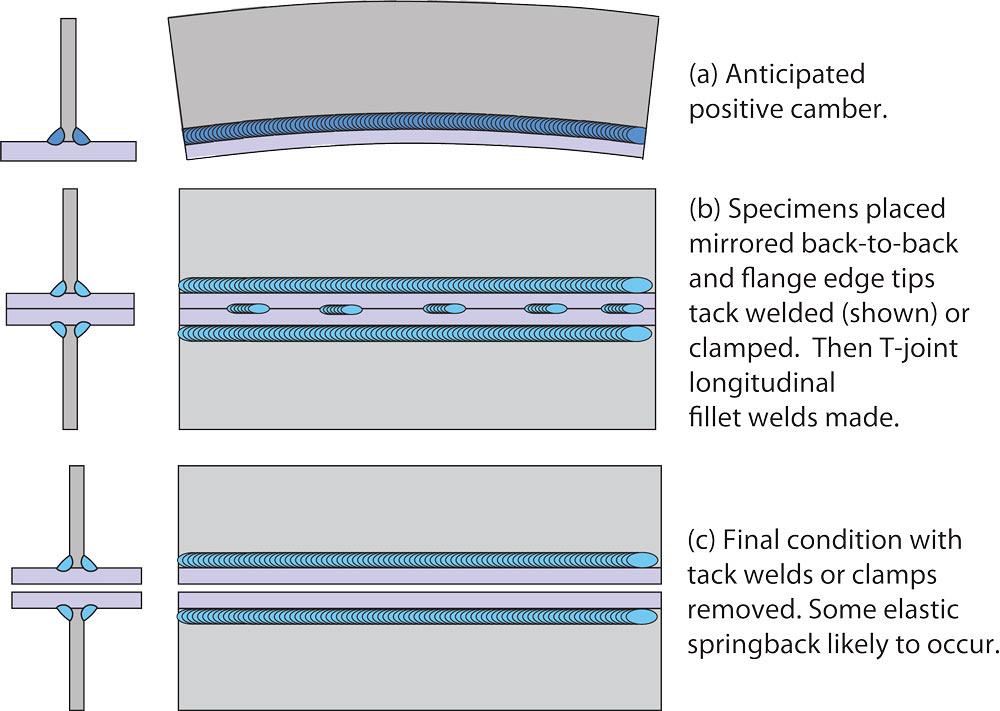
Some designs cause more distortion. Using double-sided welds or balanced joints can reduce warping. For thin materials, edge preparation and staggered welds are helpful.
4. Use Clamping And Fixtures
Holding the metal in place with strong clamps or fixtures can resist distortion. But be careful: too much restraint can trap stresses and cause cracks.
5. Preheat And Post-weld Treatment
Preheating the metal before welding slows cooling and reduces shrinkage. Post-weld heat treatment helps relieve stresses and restore shape.
6. Employ Mechanical Straightening
For large or thick parts, mechanical straightening after welding is sometimes necessary. This uses rollers, presses, or heat to restore shape.
Comparison: Welding Methods And Distortion Levels
Different welding methods create different amounts of distortion. Here’s a quick comparison:
| Welding Method | Distortion Level | Typical Use |
|---|---|---|
| Gas Metal Arc (GMAW) | Medium | Automotive, manufacturing |
| Tungsten Inert Gas (TIG) | Low | Precision, thin metals |
| Shielded Metal Arc (SMAW) | High | Construction, heavy steel |
| Laser Welding | Very Low | Electronics, aerospace |
Credit: www.canadianmetalworking.com
Example: Distortion Control In Shipbuilding
Shipbuilding uses large steel plates that are welded together. If not controlled, distortion can ruin the fit of these plates. Shipyards use skip welding, heavy clamping, and mechanical straightening to keep plates flat.
One shipyard reported that using preheating and balanced welds reduced plate distortion by 40%. These changes improved quality and saved thousands of dollars in repairs.
Practical Tips For Beginners
Here are some simple but powerful tips:
- Always measure the heat input with each weld.
- Use multiple passes with smaller beads, not one big pass.
- Practice welding on scrap metal to see how distortion happens.
- Plan your welds: Don’t weld everything at once.
- If possible, use fixtures to hold your work steady.
Many beginners don’t realize that joint preparation and fit-up matter as much as welding technique. A poorly prepared joint can distort even with careful welding.
Credit: www.twi-global.com
Common Mistakes To Avoid
Avoiding these mistakes can save time and money:
- Using high heat for speed instead of control.
- Forgetting to clamp or restrain parts.
- Ignoring the effects of joint shape.
- Not checking distortion during the welding process.
- Skipping post-weld heat treatment.
Even experienced welders can forget to check for distortion until it’s too late. Always inspect your work as you go.
Data: Impact Of Distortion Control
Let’s look at some numbers:
| Control Method | Distortion Reduction (%) | Cost Savings (%) |
|---|---|---|
| Skip Welding | 30 | 15 |
| Preheating | 25 | 12 |
| Mechanical Straightening | 40 | 20 |
| Balanced Joint Design | 35 | 18 |
These statistics show that distortion control is not just a technical issue. It can have a big effect on cost and product quality.
For more advanced research on welding distortion, see this Wikipedia article.

Credit: www.lincolnelectric.com
Frequently Asked Questions
What Is Welding Distortion?
Welding distortion is the change in shape or size of metal caused by uneven heating and cooling during welding. It can result in bending, twisting, or warping.
How Can I Reduce Distortion In Thin Metal Sheets?
Use skip welding, lower heat input, and strong clamps. Preheating can also help. Always check for distortion after each weld.
Why Does Angular Distortion Happen?
Angular distortion occurs because the weld shrinks more than the base metal. This pulls the joint at an angle, especially with fillet welds.
Is Mechanical Straightening Always Necessary?
No, mechanical straightening is only needed when distortion is too severe to fix by other methods. Proper welding technique often prevents this step.
Are Some Metals More Prone To Distortion?
Yes. Aluminum and thin steel sheets distort easily because they conduct heat fast and cool quickly. Thicker metals are more stable but still require control.
Controlling welding distortion is crucial for any welder, whether beginner or expert. Careful planning, the right techniques, and ongoing inspection make the difference between a successful weld and costly problems. By understanding and practicing these methods, you can achieve strong, accurate, and safe welds every time.