
Match base metal, position, and power source; then choose rod number and size.
If you want to master how to choose welding rod, you are in the right place. I have burned thousands of sticks in the shop and in the field. In this guide, I break down choices in simple steps. You will learn how to choose welding rod for clean welds, strong joints, and fewer headaches. Read on for clear rules, pro tips, and real examples that work.

Understanding welding rods and what the numbers mean
Welding rods, or electrodes, are coded to tell you what they do. A code like E7018 is not random. It shows strength, position, and flux type. If you know the code, you know when to use it.
Here is how to read it:
- E means electrode for stick welding.
- The next two or three numbers show tensile strength in PSI. E7018 is 70,000 PSI.
- The next number shows positions. 1 is all position. 2 is flat and horizontal only.
- The last number shows the coating and current type. It affects arc, slag, and polarity.
Flux types matter a lot. Cellulosic rods like 6010 and 6011 dig deep and handle dirt. Rutile rods like 6013 run smooth and are easy to learn. Low hydrogen rods like 7018 give high strength and low crack risk.
I learned fast that 7018 likes dry storage and a calm hand. 6010 likes a whip and a tight arc. When you know this, how to choose welding rod gets simple.
Common PAA-style questions:
- What does E7018 mean? It means 70 ksi strength, all-position, low hydrogen flux, DC+ or AC depending on brand.
- Which rod is easiest to learn? E6013 is very forgiving on thin, clean steel.
Key factors when choosing a welding rod
Use these steps when you face a new job. This is the core of how to choose welding rod.
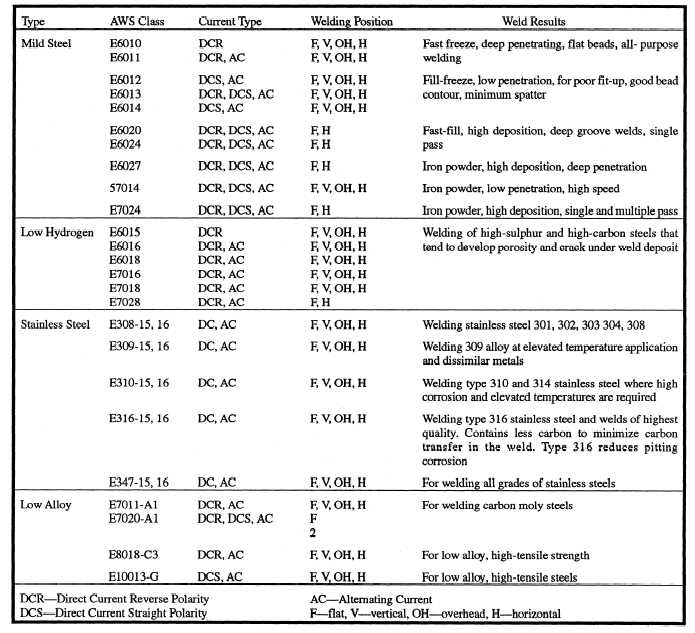
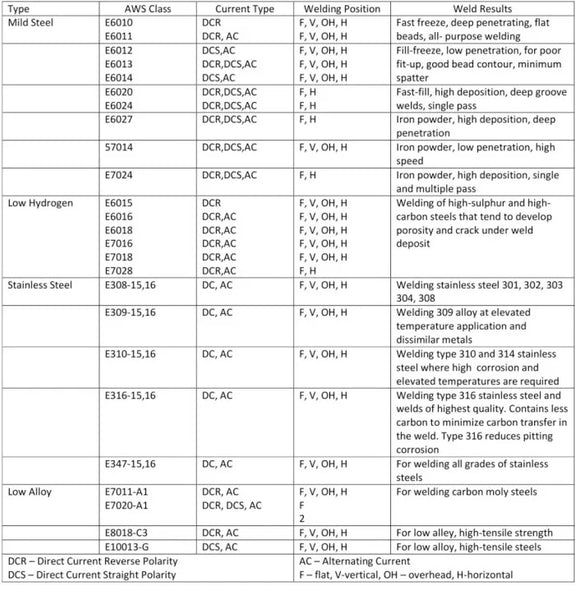
- Base metal type. Mild steel, low alloy, stainless, or cast iron.
- Metal thickness. Thicker plate needs more heat and often a larger rod.
- Joint design and position. Overhead, vertical, fillet, or groove.
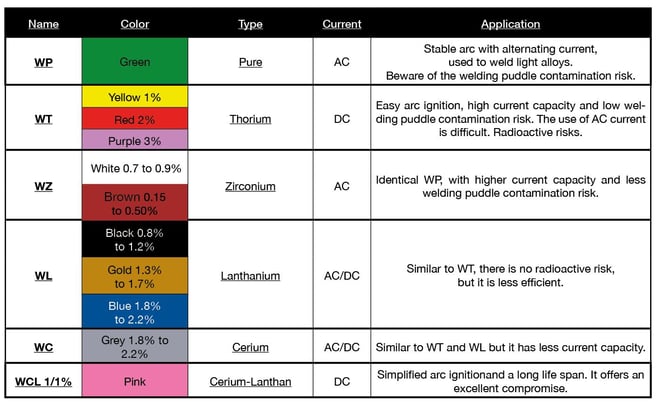
- Power source. AC, DC+, or DC−. Some rods need DC+. Some run on AC.
- Strength and code needs. Match tensile strength to the job spec.
- Surface condition. Rust, paint, oil, or clean bright steel.
- Environment. Wind, damp, or shop control.
- Skill and speed. Some rods are easier and faster to use.
If you want a quick rule on how to choose welding rod, match the rod to the metal and the power source first. Then pick a size that fits the thickness and the position. Set the amps right, and test on scrap before the real weld.
Common electrode types and when to use them
Here is a clear guide to popular rods. It will help you dial in how to choose welding rod for each job.
- E6010. Deep penetration, stiff arc, DC+. Great for root passes and pipe. Loves whip and pause. Needs DC with high open-circuit voltage.
- E6011. Like 6010 but runs on AC or DC+. Good for farm repairs on old steel. Cuts through light rust and paint.
- E6013. Easy starts, light penetration, AC or DC. Great for thin sheet and hobby work. Smooth bead, light slag.
- E7014. Iron powder rutile. High deposition. AC or DC. Good for fillets and speed on clean or light mill scale.
- E7018. Low hydrogen, high strength. Smooth arc, ductile welds. Best on clean steel. Needs dry storage. AC or DC+ depending on brand.
- E7024. Iron powder, flat and horizontal only. Very high fill rate. Great for production fillets.
- Stainless rods. E308L for 304 stainless. E309 for joining stainless to carbon steel. E312 for tough unknown steels.
- Cast iron. Nickel rods like ENi-CI for machinable welds. Use low heat and peen light.
- Hardfacing rods. Build wear surfaces on buckets, augers, and tools. Check the wear type: abrasion, impact, or metal-to-metal.
A quick story from the field. I once tried 6013 on a dirty fence post and chased porosity all day. Swapped to 6011, kept a tight arc, and it tied in clean. That one switch nailed how to choose welding rod for me: let the job pick the rod.

Match rod to metal, joint, and position
You can lock in a good choice with this simple flow. It is the heart of how to choose welding rod.
- Thin sheet under 1/8 inch. Use 3/32 inch E6013 or E7014 on AC or DC. Keep amps low and arcs short.
- General mild steel, all positions. E6011 for dirty or outdoor work. E7018 for clean, strong welds.
- Vertical up on plate. E7018 with short arc and weave. Or E6010 with whip and pause for roots.
- Flat fillets on clean plate. E7014 or E7024 for speed and smooth beads.
- High restraint joints and cold weather. E7018 with low hydrogen control, preheat if needed.
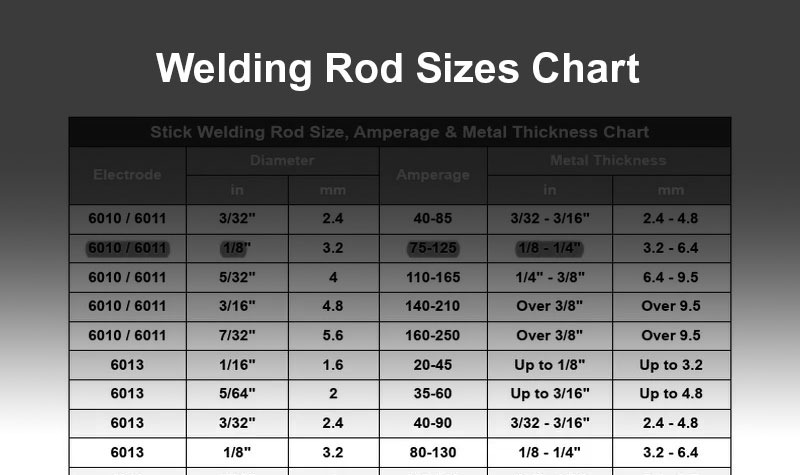
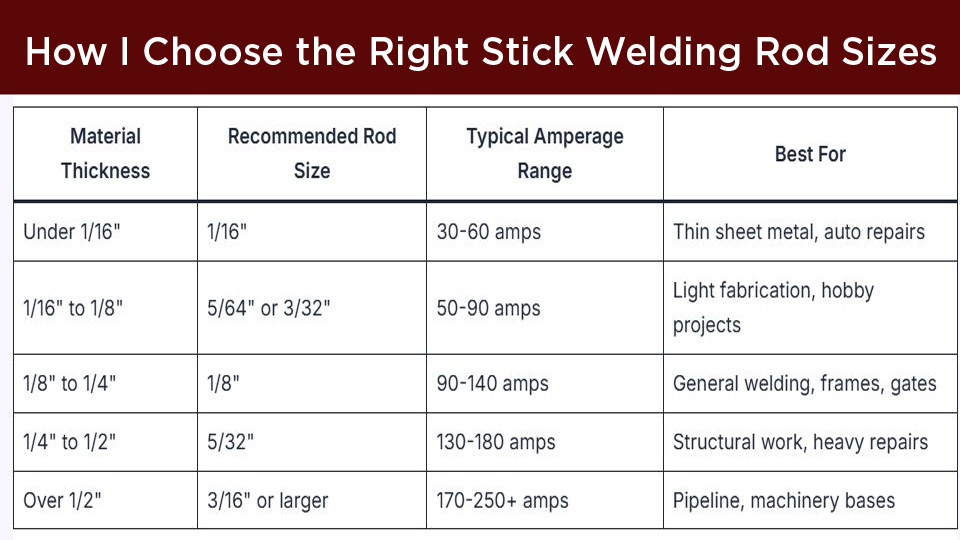
Rod size to thickness, as a starter:
- 3/32 inch for thin stock and light fillets.
- 1/8 inch for 1/8 to 3/8 inch plate.
- 5/32 inch for 3/8 inch and up, or when you need fill.
Preheat helps with thick or hard steels. Follow the metal spec when possible. Keep 7018 dry to avoid hydrogen cracks. If you wonder how to choose welding rod for mixed or unknown steel, reach for E309 or E312 as a buffer. Test on scrap first.
Quick PAA-style answers:
- Which rod for rusty steel? E6011 on AC or DC+ digs in and handles rust better than 7018.
- Which rod for the strongest mild steel weld? E7018, prepared and stored right, on clean metal.
Current, polarity, and settings that make or break the weld
Your machine sets limits. Rods are picky about current and polarity. This part shapes how to choose welding rod for your power source.
- DCEP (DC+) runs hotter on the rod. It gives deep penetration and a stable arc. 6010 and 7018 like DC+.
- DCEN (DC−) runs cooler on the rod. It can help on thin steel with some rods.
- AC is common on buzz boxes. Use AC-friendly rods like 6011, 6013, 7014, and AC-rated 7018.
Typical starting amps for common sizes:
- 3/32 inch 7018. 70 to 100 A on DC+. Use short arc. Keep rod dry.
- 1/8 inch 7018. 115 to 135 A on DC+. Slow, steady travel. Tight arc.
- 1/8 inch 6011. 85 to 120 A on AC or DC+. Slight whip helps tie-in.
Arc length should match the rod’s diameter or less. Long arcs cause spatter and porosity. Listen to the sound. A steady sizzle means you are close. If the puddle runs away, lower amps or speed up. This tuning step is key in how to choose welding rod that feels right in your hand.
Storage, handling, and safety that protect your weld
Moisture and dirt kill weld quality. Low hydrogen rods are sensitive. If you use 7018, store them warm and dry. Use a rod oven for holding heat per label. If they get wet, redry per the maker’s spec. Do not guess the time or temp.
General handling tips:
- Keep rods in sealed cans or tubes until use.
- Wipe mill oil off the base metal. Grind off paint and heavy rust.
- Do not bend rods sharp. It cracks the flux.
- Mark opened 7018 cans. Use them within the stated window.
Safety is not a side note. Wear a proper hood, gloves, jacket, and boots. Vent fumes, especially on galvanized steel. Grind off zinc coating around the weld area. How to choose welding rod is also how to choose safe habits that last a career.
Troubleshooting and quick fixes
Small tweaks can save a weld. Use this list when things go wrong.
- Porosity. Clean the metal. Dry the rods. Shorten the arc. Shield from wind.
- Slag inclusions. Slow down a bit. Improve rod angle. Clean between passes.
- Lack of fusion. Raise amps or change to a deeper digging rod like 6010 or 6011.
- Undercut. Lower amps, slow travel, and reduce arc length.
- Cracking. Preheat thick or hard steels. Use 7018 and control cooling.
When I see worm tracks with 7018, I check for damp rods first. Swapping to a fresh, dry can often fixes it at once. This is a big part of how to choose welding rod under real work pressure.

Cost, brands, and buying tips
Not all rods are equal. Cheap rods can work, but they may start hard, run dirty, or vary by batch. I keep trusted brands for 6011 and 7018. It saves time.
Buying tips:
- Match the AWS code to the need. Do not mix look-alike labels.
- Start with a 5-pound box to test arc feel and settings.
- For 7018, buy AC-rated if you run a small AC machine.
- Store extra rods well. Good storage is like free quality.
If you weld often, track what works. Keep a small log of amps, angle, and travel speed for each rod. That habit makes how to choose welding rod easy next time.
Frequently Asked Questions of how to choose welding rod
What welding rod should a beginner start with?
E6013 is a great start. It lights easy, handles thin steel, and makes smooth beads on AC or DC.
Which rod is best for dirty or painted steel?
E6011 is the go-to. It runs on AC or DC and cuts through light rust and paint.
How do I pick rod size for metal thickness?
Match rod to material. Use 3/32 inch for thin sheet, 1/8 inch for 1/8 to 3/8 inch plate, and 5/32 inch for thick plate.
Can I run 7018 on an AC buzz box?
Yes, if the box has enough voltage and you use AC-rated 7018. Check the package for AC approval.
What rod for joining stainless to mild steel?
Use E309. It handles the mix of metals and gives a strong, crack-resistant weld.
How do I stop porosity with stick welding?
Clean the joint, control wind, and shorten the arc. Keep 7018 dry and use the right amps.
Is 6010 better than 6011?
6010 runs only on DC and has a strong digging arc. 6011 is more versatile since it runs on AC or DC with similar behavior.
What amperage should I use for 1/8 inch 7018?
Start around 115 to 135 A on DC+. Adjust by puddle control and sound.
How to choose welding rod for cast iron?
Use nickel rods like ENi-CI. Keep heat low, preheat as needed, and allow slow cooling.
Why does my 7018 rod stick or explode?
It may be damp or too cold. Dry the rods per spec and set proper amps with a short arc.
Conclusion
Now you know how to choose welding rod with confidence. Match the metal and position, pick a rod that suits your power source, and size it to the job. Set the amps, keep the arc tight, and store rods right. Test on scrap and note what works. That is how strong welds become routine.
Put this guide to work on your next project today. Try two rods side by side and compare results. If this helped, share it, subscribe for more tips, or drop a question so we can solve it together.