
Cold Lap Welding Defect: Causes, Detection, And Prevention
Welding is a critical process in many industries, but even a small defect can lead to big problems. One of the most common and overlooked issues is the cold lap defect. This flaw can weaken structures, reduce product quality, and sometimes even cause failure. If you work with welding or want to understand why some welds fail, learning about cold lap is essential.
What Is A Cold Lap Welding Defect?
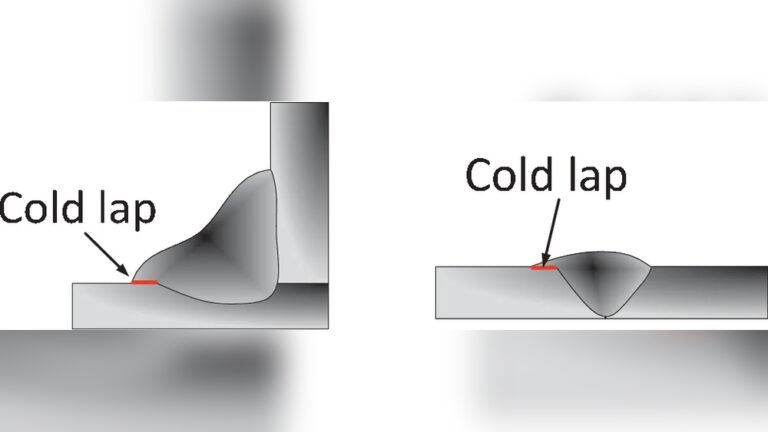
A cold lap, also called overlap or lack of fusion, happens when the weld metal does not properly bond with the base metal or with a previous weld bead. Instead of melting together, the new metal sits on top or beside the surface, forming a visible line or edge. This defect creates a weak spot, which can break under stress.
How Cold Lap Looks
A cold lap often appears as a smooth, rolled edge on the weld, instead of a well-blended finish. The weld may look like it’s “spilled” onto the base metal, with a clear line separating the two. Sometimes, it’s hard to see with the naked eye, making proper inspection crucial.
Main Causes Of Cold Lap
Understanding why cold lap happens can help you avoid it. The most common causes include:
- Low welding current: If the heat is too low, the base metal doesn’t melt enough for good fusion.
- Fast travel speed: Moving the torch or electrode too quickly means the weld metal cannot bond properly.
- Incorrect torch angle: Holding the torch at the wrong angle prevents proper mixing of metals.
- Contaminated surfaces: Rust, oil, or paint can block fusion between the weld and base metal.
- Wrong electrode size: Using an electrode that’s too large or small for the joint affects heat and coverage.
Let’s compare these causes and their impacts:
| Cause | How It Leads to Cold Lap | Prevention |
|---|---|---|
| Low current | Poor fusion, shallow penetration | Increase amperage to suit metal thickness |
| Fast travel | Weld bead lays on surface, not fused | Slow down for even heating |
| Wrong angle | Metal flows beside, not into joint | Adjust torch for proper angle |
| Contaminants | Blocks fusion, causes gaps | Clean base metal thoroughly |
| Wrong electrode | Uncontrolled bead size or heat | Match electrode to joint and position |

Credit: www.millerwelds.com
Risks And Real-world Impact
A cold lap defect is not just a cosmetic problem. It can reduce the strength and durability of a welded structure. In industries like construction, shipbuilding, or pipeline manufacturing, a cold lap can lead to leaks or even catastrophic failures.
For example, pipeline welds with cold laps are more likely to crack under pressure. In structural steel, cold lap defects can cause the joint to fail under heavy loads. Studies show that even a small cold lap defect can cut joint strength by up to 40% compared to a sound weld.
How To Detect Cold Lap
Cold lap can be tricky to spot, especially if you’re new to welding. Here are the main detection methods:
Visual Inspection
Look for rounded edges, a visible line between weld and base metal, or a bead that appears to be “sitting on top.” Good lighting and cleaning help reveal these signs.
Dye Penetrant Testing
A colored liquid is applied to the weld and then wiped off. If dye seeps into surface cracks or cold laps, it becomes visible under UV light or a developer.
Ultrasonic Testing
Sound waves are used to check the bond inside the metal. Echoes or changes in signal strength can show where fusion is missing.
Comparison Of Detection Methods
| Method | Pros | Cons |
|---|---|---|
| Visual | Quick, easy, low cost | May miss small defects |
| Dye Penetrant | Highlights surface flaws | Does not show internal defects |
| Ultrasonic | Finds internal cold laps | Needs skilled operator, expensive |
How To Prevent Cold Lap Defects
The good news is that cold lap is preventable with the right steps:
- Set correct welding parameters: Adjust current, voltage, and speed to suit the job.
- Use proper technique: Hold the torch at the right angle and use steady movement.
- Clean base metal: Always remove rust, oil, paint, or dirt before welding.
- Choose the right electrode: Match electrode type and size to the joint and position.
- Practice and training: Regular skill checks help welders spot and fix technique problems.
A useful tip: When welding thin materials, use a lower current and smaller electrode. For thick materials, increase both for deeper penetration. Don’t rely on one setting for every job.
Common Myths And Overlooked Issues
Many beginners believe that a smooth, shiny weld is always a good weld. In reality, a cold lap can look smooth but be structurally weak. Another common myth is that cleaning is not necessary if the metal “looks clean. ” Even invisible oil or moisture can cause problems.
Another point most people miss: Welding position affects cold lap risk. Overhead or vertical welds are more likely to develop this defect, so extra care is needed.

Credit: www.reddit.com
Industry Standards And Quality Control
Welding codes like AWS D1.1 and ASME Section IX set strict limits on cold lap defects in critical structures. Quality control inspectors use these standards to decide if a weld needs repair or is safe to use.
For more details on welding inspection standards, you can check the Welding Defect Wikipedia page.
Frequently Asked Questions
What Is The Main Difference Between Cold Lap And Lack Of Penetration?
Cold lap is when weld metal sits on the base metal without bonding, while lack of penetration means the weld does not go deep enough into the joint. Both create weak points, but the location and cause are different.
Can Cold Lap Be Fixed Without Removing The Weld?
Usually, the affected section must be ground out and rewelded. Simply adding more weld on top does not solve the bonding problem.
Is Cold Lap More Common With Certain Welding Processes?
Yes, it’s more common in processes like MIG and TIG welding, especially with low heat or poor technique. Stick welding (SMAW) can also have cold lap, but it’s easier to spot due to slag lines.
How Can I Check For Cold Lap If I Don’t Have Inspection Equipment?
A careful visual inspection with good lighting helps. Look for smooth, rolled edges and clear lines on the weld bead. Running a file or chisel gently across the weld can also reveal loose areas.
Does Cold Lap Always Cause Failure?
Not always, but even small cold lap defects reduce weld strength and can lead to failure over time, especially under stress or vibration.
A good weld is more than just appearance. By understanding and preventing cold lap, you can ensure stronger, safer, and more reliable welds in any project.

Credit: www.scribd.com