
Stick Welding Polarity: What Every Welder Should Know
Stick welding, also called Shielded Metal Arc Welding (SMAW), is one of the most popular welding methods worldwide. It’s used for building, repairs, and even art. But one detail often confuses beginners: polarity. Getting polarity right affects your weld’s quality, strength, and even safety. This article explains stick welding polarity in simple terms, with practical examples and clear comparisons.
What Is Welding Polarity?
Polarity in stick welding refers to the direction of electrical flow between the electrode and the workpiece. The power source can deliver current in two main ways:
- Direct Current (DC)
- Alternating Current (AC)
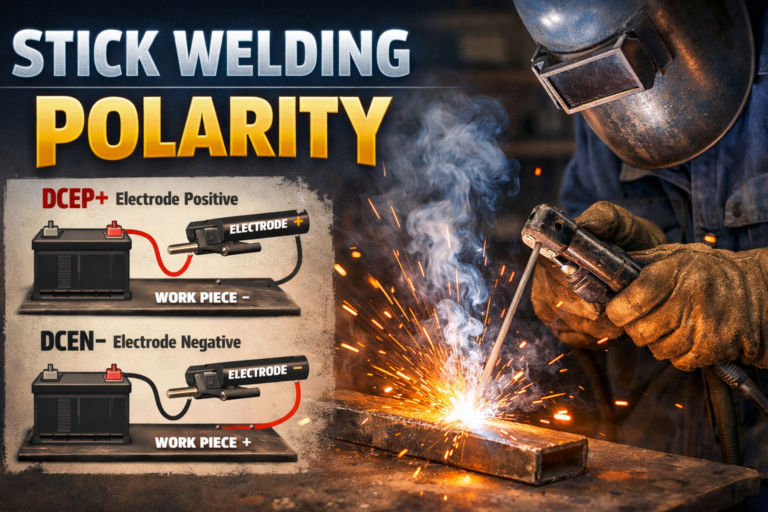
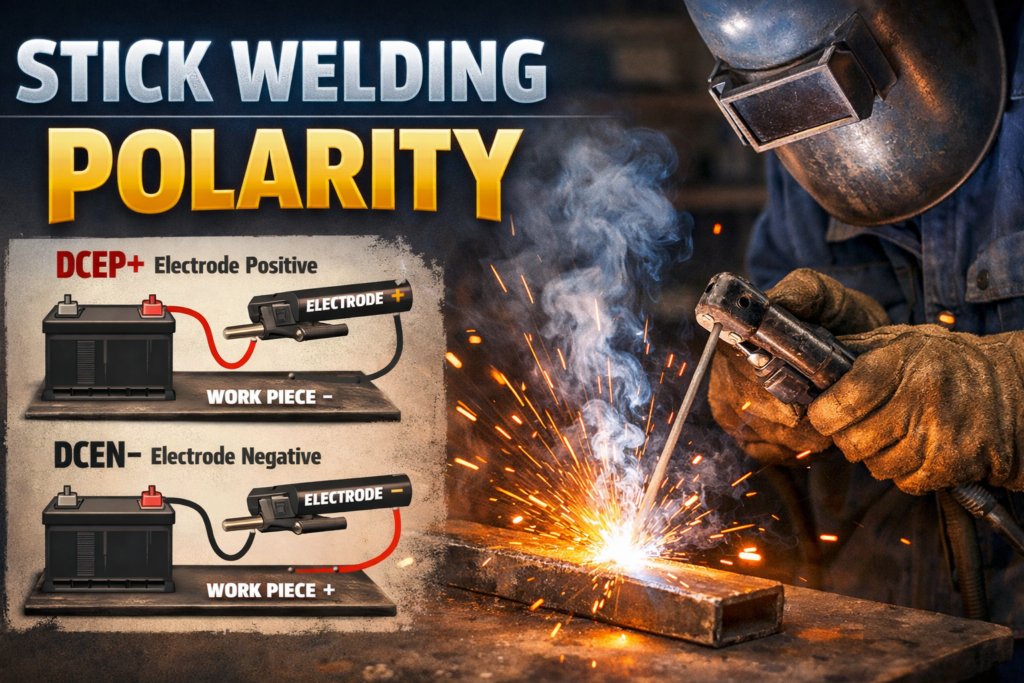
For DC, there are two polarities:
- DC Electrode Positive (DCEP): Also called reverse polarity.
- DC Electrode Negative (DCEN): Also called straight polarity.
AC changes direction 60 times per second, so polarity switches back and forth.
Why does this matter? Polarity controls heat distribution. It affects penetration, spatter, and how easily you can strike and keep the arc.
Dc Vs Ac Polarity: Key Differences
To help you understand polarity, here’s a comparison table showing how DC and AC affect stick welding:
| Polarity | Heat Distribution | Arc Stability | Common Uses |
|---|---|---|---|
| DC Electrode Positive (DCEP) | More heat on electrode | Stable, easy to control | Welding steel, stainless |
| DC Electrode Negative (DCEN) | More heat on workpiece | Less stable, more spatter | Fast fill, thin metals |
| AC | Heat alternates | Less stable than DC | General-purpose, rural repair |
DC is preferred for most jobs because it gives a stable arc and better control. AC is often used with older machines or where DC isn’t available.
How Polarity Affects Electrode Choice
Not all electrodes work with every polarity. Each electrode is designed for specific jobs and power sources.
| Electrode Type | Recommended Polarity | Typical Application |
|---|---|---|
| E6010 | DCEP | Pipe welding, deep penetration |
| E6011 | AC or DCEP | Dirty/rusty surfaces |
| E7018 | AC or DCEP | Structural steel, low hydrogen |
| E6013 | AC, DCEP, or DCEN | Sheet metal, general repair |
E6010 is famous for its deep penetration, but only works well with DCEP. If you use the wrong polarity, the arc won’t start, or the weld will be weak.
Choosing The Right Polarity For Your Project
Selecting polarity isn’t just about following rules. It depends on:
- Material thickness: Thick steel needs deep penetration (DCEP). Thin metals may use DCEN or AC.
- Electrode type: Check the electrode box for polarity recommendations.
- Welding position: Overhead or vertical welds may need a stable arc (DCEP).
- Power supply: Some machines only offer AC or DC.
A common mistake is ignoring the electrode’s polarity instructions. This can cause poor bead shape, excessive spatter, or even weak joints.
Practical Examples
Let’s look at real-world scenarios:
- Repairing farm equipment: Often done outdoors, with old AC machines. Use E6011 or E7018 electrodes, which work on AC.
- Pipe welding: Needs deep penetration. Use E6010 with DCEP for best results.
- Art projects on thin metal: DCEN or E6013 electrode gives fast fill and less risk of burning through.
Many beginners don’t realize that the wrong polarity can make the arc hard to start. If your electrode sticks or the arc keeps breaking, check your polarity settings.
Common Mistakes And How To Avoid Them
- Using the wrong polarity for the electrode: Always check the box or manufacturer’s sheet.
- Ignoring machine settings: Some welders have a switch for polarity. Make sure it matches your electrode.
- Not understanding heat distribution: DCEP puts more heat into the electrode, DCEN into the workpiece. This affects penetration and bead shape.
One less-known tip: If you struggle with vertical or overhead welds, try using DCEP. The stable arc makes these positions easier.
Data: How Polarity Impacts Weld Quality
Studies show that DC polarity reduces spatter by 30% compared to AC. Welds done with correct polarity have up to 25% higher tensile strength. This matters for safety and durability.
Another insight: DCEP can help you weld rusty or painted surfaces because the arc is hotter and more forceful. AC can be less forgiving on dirty metal.
Summary Table: Polarity Effects
Here’s a quick reference for polarity effects in stick welding:
| Polarity | Penetration | Spatter | Ease of Use |
|---|---|---|---|
| DCEP | Deep | Low | Easy |
| DCEN | Shallow | High | Moderate |
| AC | Medium | Medium | Average |
Frequently Asked Questions
What Happens If I Use The Wrong Polarity In Stick Welding?
Using the wrong polarity can cause the arc to become unstable or not start at all. The weld might be weak, with poor penetration or excess spatter. Always match polarity to the electrode and project.
Can I Use Any Electrode With Ac Or Dc?
No. Some electrodes, like E6010, require DCEP. Others, like E7018, work with AC and DCEP. Check the packaging or consult manufacturer guidelines.
Why Does Dc Give A Better Arc In Stick Welding?
DC creates a steady electrical flow, making the arc more stable. This reduces spatter and helps control bead shape. It’s easier for beginners and produces stronger welds.
Is Ac Welding Bad For All Projects?
AC isn’t “bad,” but it’s less stable than DC. It’s used for general repairs, or where only AC power is available. Some electrodes are designed for AC, but most professionals prefer DC if possible.
How Can I Check Or Change Polarity On My Welder?
Most modern welders have a switch or terminals marked for polarity. Read your machine’s manual and make sure you connect the electrode holder to the right terminal (positive or negative) as needed.
Understanding stick welding polarity is vital for getting strong, clean welds. Whether you’re fixing a gate or building a structure, knowing how polarity works will help you get better results and avoid common mistakes. For more technical details, visit Wikipedia.
Getting polarity right isn’t just about following rules—it’s about making your welding safer, easier, and more reliable. Experiment with different settings, and always check your electrode’s recommendations. This small detail can make a big difference in your finished work.