
Welding with MIG (Metal Inert Gas) is popular because it’s fast and easy to learn. But many beginners struggle with one key question: what shielding gas should I use for MIG? The choice of gas affects weld quality, penetration, and even the look of the finished work. This guide will help you pick the right gas for your project, avoid common mistakes, and understand why shielding gas matters.
Why Shielding Gas Is Important
Shielding gas protects your weld from the air. Without it, oxygen and nitrogen can cause weak welds, porosity, and ugly results. The right gas prevents contamination and ensures the weld is strong and clean.
For MIG welding, the most common gases are argon, carbon dioxide, and mixtures. Each has its own benefits and drawbacks. Choosing the correct one depends on your material and the job you need to do.
Most Common Shielding Gases For Mig
Let’s compare the main gases used in MIG welding:
| Gas Type | Typical Use | Strengths | Weaknesses |
|---|---|---|---|
| 100% Argon | Aluminum, copper | Clean weld, low spatter | Poor for steel, expensive |
| 100% CO₂ | Steel, heavy fabrication | Deep penetration, cheap | More spatter, rough appearance |
| 75% Argon / 25% CO₂ | Mild steel | Good balance, smooth weld | Higher cost than CO₂ |
| 90% Argon / 10% CO₂ | Thin steel, automotive | Low spatter, good control | May lack penetration for thick steel |

Credit: yeswelder.com
How To Choose The Right Shielding Gas
Your choice depends on the material, thickness, and finish quality you want.
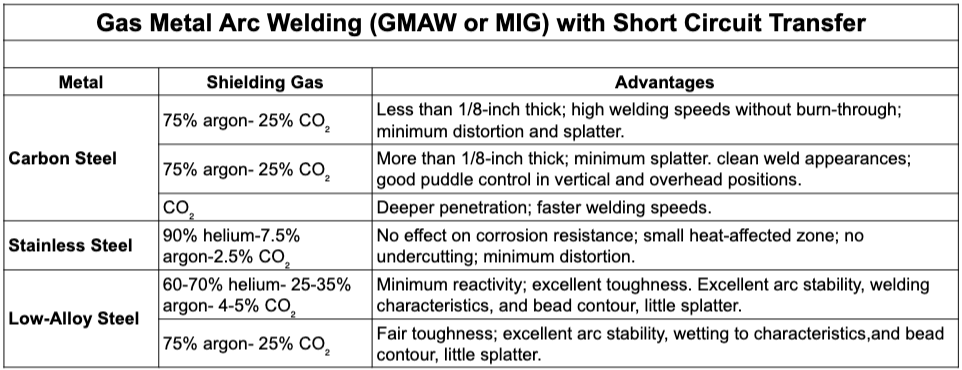
- Mild Steel: Most hobbyists and professionals use a mix of 75% argon / 25% CO₂. It gives a clean, strong weld with low spatter. For thicker steel, pure CO₂ is cheaper and penetrates deeper but is messier.
- Aluminum: Always use 100% argon. CO₂ damages aluminum welds, causing porosity.
- Stainless Steel: Use a mix like 90% argon / 7.5% CO₂ / 2.5% oxygen. This gives a stable arc and clean finish.
- Copper and Other Metals: Pure argon works well, but these are less common for MIG.
Here is a quick reference for choosing shielding gas:
| Material | Recommended Gas | Notes |
|---|---|---|
| Mild Steel | 75% Argon / 25% CO₂ | Best for general welding |
| Aluminum | 100% Argon | Never use CO₂ |
| Stainless Steel | Argon/CO₂/O₂ mix | Stable arc, clean weld |
| Thick Steel | 100% CO₂ | Deep penetration, more spatter |
Shielding Gas Flow Rate
Setting the right flow rate is another step beginners miss. Too much gas wastes money and can cause turbulence. Too little gas lets air contaminate the weld.
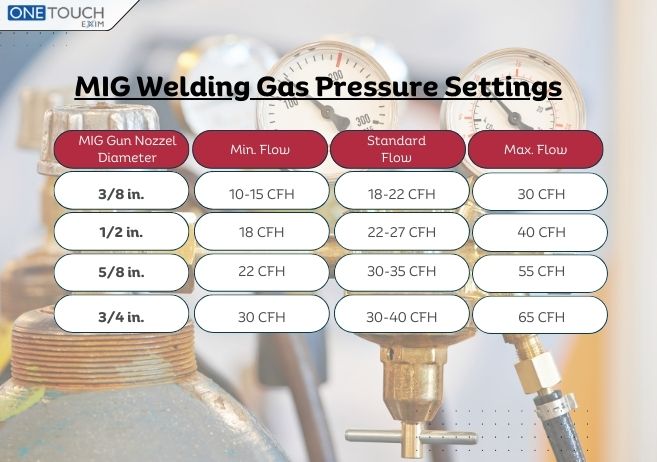
- Typical flow rate: 20–35 cubic feet per hour (CFH) for most jobs
- For outdoor welding, increase to 40 CFH to fight wind
- For aluminum, use the higher end of the range
Use a gas regulator and check for leaks. If you hear hissing or see bubbles, fix the leaks before starting. Most welders ignore flow rate, but it makes a big difference in weld quality.
Credit: www.earlbeck.com
Pros And Cons Of Popular Shielding Gases
Here is a side-by-side comparison to help you decide:
| Gas Mix | Cost | Spatter | Penetration | Finish Quality |
|---|---|---|---|---|
| 100% Argon | High | Low | Low | Very clean |
| 100% CO₂ | Low | High | High | Rough |
| 75/25 Argon/CO₂ | Medium | Medium | Medium | Clean |
| 90/10 Argon/CO₂ | Medium-high | Low | Medium-low | Smooth |
Practical Tips For Beginners
- Start with 75/25 Argon/CO₂ for mild steel. It’s forgiving and works for most projects.
- Check local prices. Pure CO₂ is cheaper but harder to work with.
- For aluminum, never use CO₂. Always go with 100% argon.
- Test your settings on scrap metal before welding your real project.
- Watch for porosity (small holes in the weld). If you see it, check your gas flow, and make sure you have the right shielding gas.
Many beginners forget to clean the metal before welding. Dirty surfaces cause bad welds, even with the best gas. Always brush or wipe the material.
Credit: onetouchexim.com
Common Mistakes To Avoid
- Using the wrong gas for the material (like CO₂ on aluminum)
- Setting too high or too low gas flow
- Not checking for leaks in hoses or fittings
- Ignoring metal cleanliness
- Choosing based only on cost, not weld quality
A less obvious mistake is using old or contaminated gas bottles. Gas loses purity over time or can get contaminated if not stored correctly. Always check dates and seals.
Where To Find More Information
For deeper details, see this Wikipedia article on Gas Metal Arc Welding. It covers advanced topics and history.
Frequently Asked Questions
What Happens If I Use The Wrong Shielding Gas?
You might see weak welds, excessive spatter, or porosity. For example, using CO₂ on aluminum causes holes and weak joints.
Can I Mix My Own Shielding Gas?
No, it’s not safe. Gas companies use precise mixes and controls. Homemade mixes can lead to poor welds and even safety risks.
Is Pure Co₂ Good For Beginners?
Pure CO₂ is cheap and gives deep penetration, but it produces more spatter and rougher welds. Beginners often find mixed gases easier to use.
How Do I Know My Gas Flow Is Set Correctly?
Use a regulator and watch the gauge. Start at 20–25 CFH. If you see porosity, increase flow slightly. For windy conditions, go up to 40 CFH.
Can I Use The Same Gas For Different Metals?
No. Each metal needs its own gas. Mild steel uses argon/CO₂ mixes, aluminum needs pure argon, and stainless steel needs special mixes.
Choosing the right shielding gas for MIG welding is not complicated, but it’s crucial for good results. Knowing the material, setting the correct flow, and keeping everything clean can make your welding strong and professional. With a little practice and the right gas, your welds will look great and last long.