
Flux core welding is popular for its strength, speed, and ability to work in tough conditions. Unlike traditional MIG welding, flux core uses a wire filled with flux that protects the weld from contamination. If you set up your welder correctly, you get clean welds and fewer mistakes. If your settings are wrong, you might face spatter, poor penetration, or weak joints. This article will help you master flux core welding settings so your projects turn out strong and professional.
Understanding Flux Core Welding
Flux core welding, or FCAW (Flux-Cored Arc Welding), is widely used in construction, fabrication, and repairs. It works well outdoors and can handle dirty or rusty metal. There are two main types:
- Self-shielded flux core: No gas needed. Ideal for windy conditions.
- Gas-shielded flux core: Uses shielding gas for extra protection. Offers cleaner welds.
Choosing the right wire is important. Common sizes are .030-inch, .035-inch, and .045-inch wires. Thicker wires are for heavier materials. Always check your welder’s manual for compatible wire sizes.
Key Welding Settings
Setting up your machine correctly affects weld quality and efficiency. Here are the main settings to focus on:
Wire Speed
Wire feed speed controls how fast the wire goes into the weld. If it’s too slow, the arc can break or your weld is weak. Too fast and you get lots of spatter.
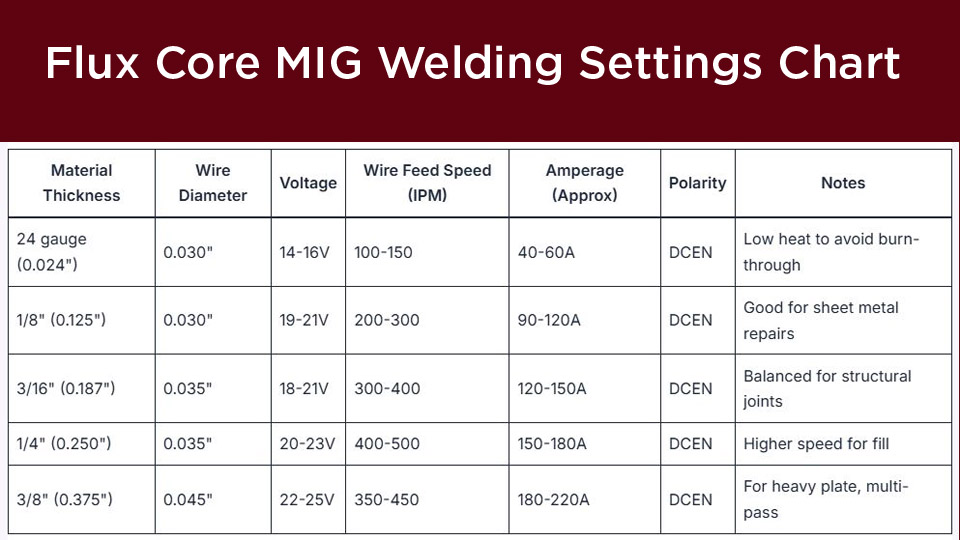
| Wire Size | Typical Speed (IPM) | Material Thickness |
|---|---|---|
| .030″ | 180-250 | 18-22 gauge |
| .035″ | 220-320 | 1/8″ – 1/4″ |
| .045″ | 240-370 | 1/4″ and up |
Start with the recommended speed, then adjust based on weld appearance and sound. A steady “crackling” sound means you’re close.
Voltage
Voltage controls arc length and heat. Low voltage gives a short arc, leading to poor fusion. High voltage causes excessive penetration and can burn through thin metal.
| Material Thickness | Recommended Voltage (V) | Wire Size |
|---|---|---|
| 18-22 gauge | 16-18 | .030″ |
| 1/8″ – 1/4″ | 19-21 | .035″ |
| 1/4″ and up | 22-24 | .045″ |
Find the right balance by testing on scrap pieces. Look for smooth bead shape and full penetration.
Polarity
Most flux core welding uses DCEN (Direct Current Electrode Negative). If you set the wrong polarity, the wire won’t melt properly, and the weld will be weak. Always check your wire’s packaging for polarity instructions.
Shielding Gas
Self-shielded wires do not need shielding gas. Gas-shielded wires require CO2 or 75% Argon / 25% CO2 for best results. If you use gas, adjust flow to 30-40 CFH (cubic feet per hour).

Credit: www.weldingweb.com
Practical Tips For Better Welds
Making good welds is about more than just settings. Here are tips to improve your results:
- Clean the metal before welding. Remove rust, paint, and oil for stronger bonds.
- Use the right travel speed. Too fast creates thin, weak welds. Too slow causes buildup and burning.
- Hold the gun at a 10-15° angle for most joints.
- Practice on scrap metal to test settings before starting your real project.
Beginners often miss that wire stick-out—the distance from the tip to the metal—should be about ½ inch. Too much stick-out cools the arc and weakens the weld.
Common Mistakes And How To Fix Them
Many new welders face issues that can be solved with simple adjustments:
- Excessive spatter: Lower wire speed or increase voltage slightly.
- Poor penetration: Increase voltage or slow down your travel speed.
- Porosity (holes in the weld): Clean the metal better and check wire quality.
- Wire jams: Use correct wire tension and keep your liner clean.
Another overlooked detail is ground clamp placement. If the clamp is too far or on paint, your arc will be unstable.

Credit: www.arccaptain.com
Flux Core Settings Comparison
Here’s a quick comparison between self-shielded and gas-shielded flux core settings:
| Type | Voltage Range | Wire Speed | Shielding Gas |
|---|---|---|---|
| Self-Shielded | 16-24 V | 180-370 IPM | None |
| Gas-Shielded | 18-26 V | 200-400 IPM | CO2 or CO2/Argon |
Safety Precautions
Flux core welding produces smoke and fumes. Wear a respirator and make sure your workspace is ventilated. Use welding gloves and a helmet with the right shade (usually 10-13 for flux core). Sparks can travel far, so keep flammable materials away.
Credit: garageweld.com
Frequently Asked Questions
What Is The Best Wire Size For Flux Core Welding?
For most home and hobby projects, .035-inch wire works well. It handles common metal thicknesses and fits most machines. Thicker wires, like .045-inch, are for heavy-duty jobs.
Can I Use Flux Core Welding Outside?
Yes, self-shielded flux core is perfect for outdoor work. It doesn’t need shielding gas, so wind won’t blow away the protection.
Why Does My Weld Have Holes And Bubbles?
This is called porosity. It usually happens from dirty metal or too much moisture. Clean your workpiece and use fresh wire to prevent it.
How Do I Know If My Settings Are Correct?
A good weld has a smooth bead, no holes, and a steady crackling sound. If you see too much spatter, adjust wire speed or voltage. Always test settings on scrap first.
Should I Push Or Pull The Welding Gun?
For flux core welding, pulling is better. It helps the flux cover the weld, protecting it from contamination.
Mastering flux core welding settings takes practice and patience. Start with recommended values, make small adjustments, and pay attention to the results. Clean metal, proper gun angle, and correct polarity all matter. With these tips, your welds will be strong, neat, and reliable. If you want more technical details, visit the Wikipedia FCAW page for in-depth information.