
Look for E7015, E7016, or E7018 codes, H4R suffix, and oven-dry packaging.
If you have ever stood at a bench staring at a pile of stick rods, you know the stress. I have spent years in shops and on sites. I will show you how can you identify a low hydrogen electrode with speed and confidence. You will learn the markings, the look, the feel, and the weld clues that set them apart.
What is a low hydrogen electrode?
A low hydrogen electrode is a stick welding rod with a flux that limits moisture. It keeps diffusible hydrogen in the weld very low. That helps prevent hydrogen cracking, also called cold cracking. If you ask how can you identify a low hydrogen electrode, start with its code and how it is stored.
These rods are common in structural steel, pressure vessels, and high strength builds. AWS A5.1 and A5.5 define them. ISO standards do as well. The rod labels often include H4, H8, or H16. Those tags show the hydrogen level in milliliters per 100 grams of weld metal.

The fastest ways to identify one in the field
Use these quick checks first.
- Read the code on the package. Look for E7015, E7016, or E7018. Those are low hydrogen.
- Find the hydrogen tag. H4R, H4, H8, or H16 often follows the code. R means moisture resistant.
- Check the storage. Low hydrogen rods are kept in a rod oven at about 230 to 300°F.
- Inspect the can or vacuum pack. It should be sealed, dry, and often has a desiccant pack.
- Look for printed IDs on the rod stub. Many brands print E7018 or similar on the bare end.
- Feel the coating. It is dense, smooth, and uniform. It does not flake or feel chalky when fresh.
When someone asks how can you identify a low hydrogen electrode, this list gets you there fast.

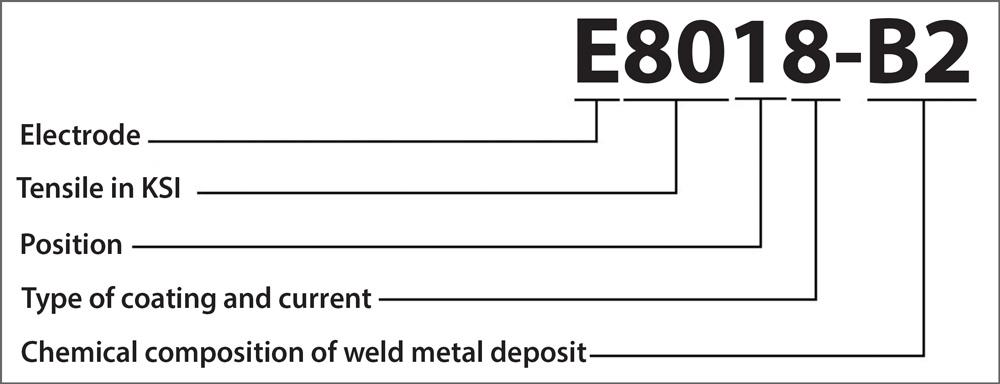
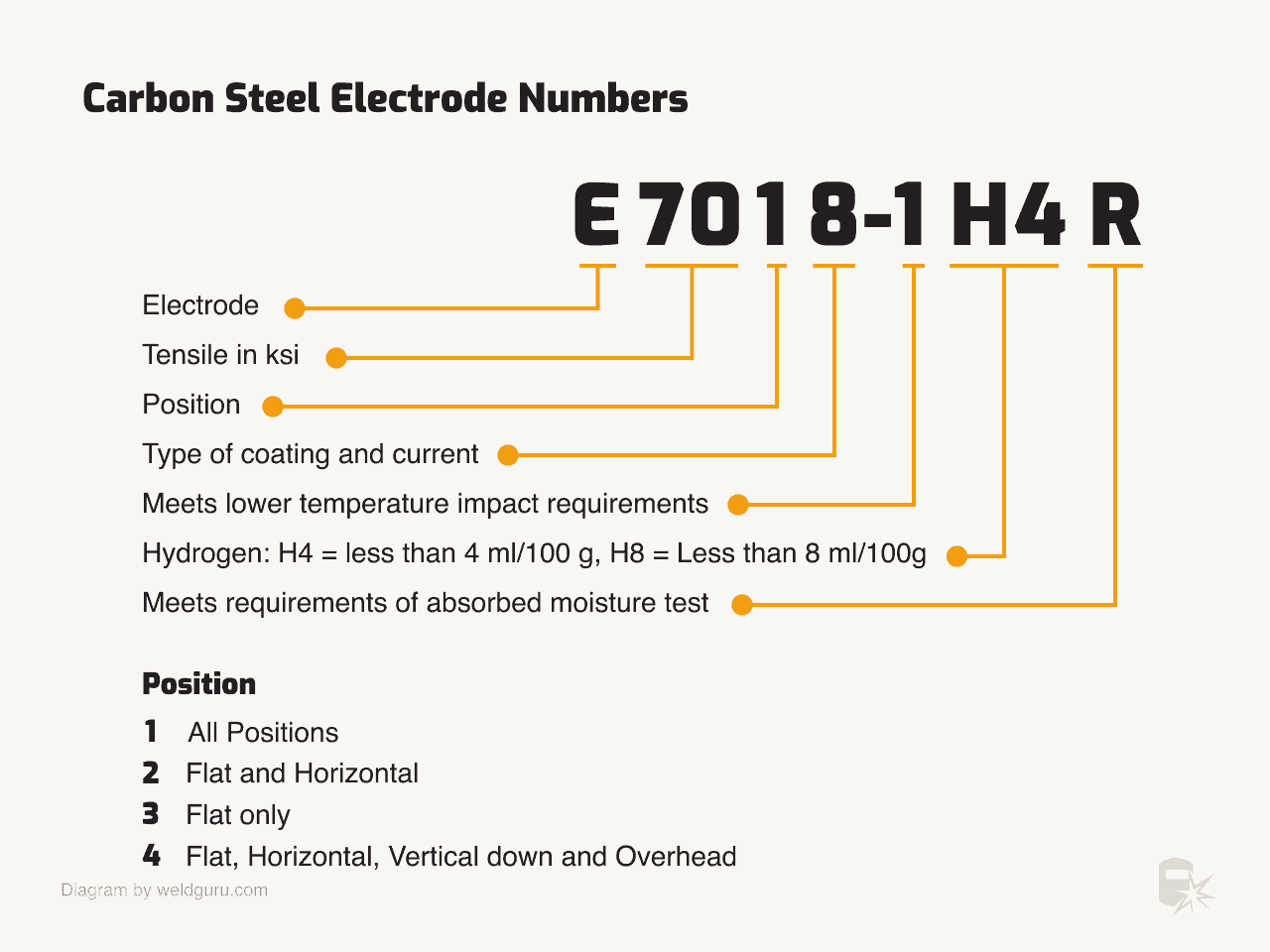
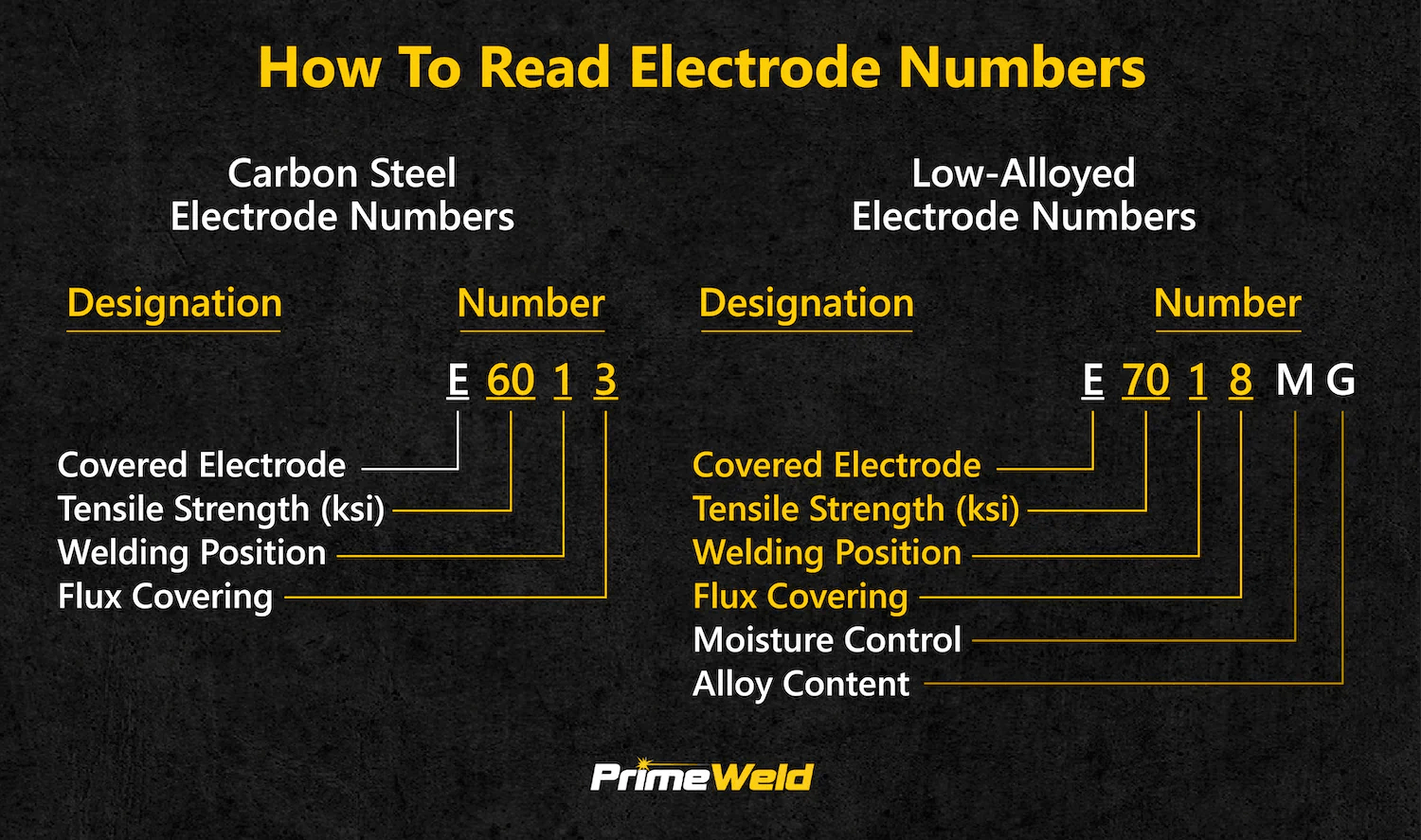
Decoding AWS and ISO markings
Rod codes tell a story. Learn to read them at a glance.
- E means electrode for SMAW.
- The next two or three numbers show tensile strength. For E7018, that is 70 ksi.
- The third digit shows welding position. 1 means all positions. 2 means flat and horizontal.
- The last digit or pair signals the flux type and current. 15, 16, and 18 mean low hydrogen.
H tags add hydrogen class. H4 is very low. H8 is higher. R means extra moisture resistance.
E7015 is low hydrogen sodium. It runs on DCEP. E7016 is low hydrogen potassium. It runs on AC or DCEP. E7018 is low hydrogen iron powder. It runs on AC or DCEP and has a smooth arc.
People also ask
Is E7018 always low hydrogen?
Yes. E7018 is a low hydrogen iron powder rod by definition. If the can says E7018-H4R, it has low hydrogen and extra moisture resistance.
Does color coding prove it is low hydrogen?
No. Color bands vary by brand. Always trust the code, not the paint.
Learn this code flow and how can you identify a low hydrogen electrode becomes simple and repeatable.
Visual and tactile checks on the rod
When the label is gone, the rod still gives clues.
- Coating look. Low hydrogen coatings are smooth and uniform, almost ceramic in feel.
- Coating mass. They feel a bit heavier than rutile rods of the same size.
- Tip shape. Many E7018 rods have a distinctive flat, flush tip at the flux end.
- Stub print. The bare end may show ink with E7018 and lot numbers.
- Moisture signs. Damp rods show tiny surface cracks, a dull look, or dusty flake. Avoid them.
These checks support how can you identify a low hydrogen electrode when tools are scarce.
Performance clues while welding
Arc feel can confirm your hunch.
- Stable, soft arc. E7018 has a calm arc and low spatter.
- Easy slag. The slag peels or lifts in long curls when heat and technique are right.
- Bead look. Smooth ripples, a slightly convex face, and clean toes are common.
- Sound. The arc has a steady buzz, not a harsh roar like E6010.
If the rod was low hydrogen but got wet, you may see pinholes, porosity, or underbead cracks. The arc may spit. The slag may stick. That is a sign to rebake per the data sheet.
These signs add weight when you ask how can you identify a low hydrogen electrode during a test bead.
Storage and handling proof points
Low hydrogen only stays low if you keep it dry.
- Fresh cans are hermetically sealed. Many pop with a hiss when opened.
- The label lists a holding oven temp. Typical is 230 to 300°F.
- Re-bake rules appear on the box. Some call for 500 to 650°F for a set time.
- Good shops log oven temps and times. Check the log if you can.
- On site, rods ride in heated quivers. If you see that, it is a good sign.
If you are still thinking how can you identify a low hydrogen electrode, watch how people store it. Dry storage and clear oven use are strong clues.

Avoid mix-ups with look-alikes
Some rods can fool you at first glance. Here is how to tell them apart.
- E6010 and E6011. Cellulose coating. Fast freeze. Harsh, digging arc. Not low hydrogen. Often used for roots.
- E7014. Rutile iron powder. Runs smooth on AC. Not low hydrogen. Bead looks nice but hydrogen is higher.
- E7024. Heavy iron powder drag rod. Great for flat fillets. Not for all positions. Not low hydrogen.
When in doubt, stop and read the code. That ends the guesswork and shows how can you identify a low hydrogen electrode with certainty.

A practical checklist you can use today
Use this quick path in the shop or field.
- Read the packaging. Find E7015, E7016, or E7018. Note any H4, H8, H16, or R.
- Check storage. Was it in a heated oven or quiver since opening?
- Inspect the rod. Smooth, dense flux with no flake or cracks.
- Look for printed IDs on the stub or flux.
- Strike a bead on scrap. Watch for a smooth arc and easy slag peel.
- If any doubt, call the supplier with the lot number.
- Record what you used. Note code, size, and lot for traceability.
Follow this list and how can you identify a low hydrogen electrode becomes a habit.

Expert tips from the field
These are small things that helped me over the years.
- Keep a permanent marker in your pocket. Mark the can open time and oven transfer time.
- Snap a photo of the label before you toss the box. It saves you later.
- If rods sat out more than four hours in humid air, do not guess. Rebake per the data sheet.
- Do a bend test on a practice coupon when stakes are high. It will expose hydrogen cracks.
- Trust the code over color. Brands change color schemes. Codes do not lie.
Each tip cuts risk as you decide how can you identify a low hydrogen electrode fast and right.
Frequently Asked Questions of how can you identify a low hydrogen electrode
How can you identify a low hydrogen electrode without packaging?
Look for E7015, E7016, or E7018 printed on the stub or flux. Check the coating quality and run a small test bead to confirm arc behavior.
What does H4R mean on E7018?
H4R means very low hydrogen with moisture resistance. The R rating helps the rod resist pickup during brief exposure.
Can I use color coding to identify low hydrogen rods?
Do not rely on color alone. Manufacturers use different paints, so always confirm with the AWS or ISO code.
How long can low hydrogen rods stay out of the oven?
Many procedures allow up to four hours, but follow the brand’s data sheet. Humid sites shorten safe exposure time.
Are E7018 rods good for AC welders?
Yes, E7018 runs on AC or DCEP. E7015 is DCEP only, and E7016 also runs on AC.
What happens if I weld with damp E7018?
You may see porosity, underbead cracking, and poor slag release. Rebake per instructions before use.
Are E7014 or E7024 low hydrogen?
No. They are rutile or iron powder rutile types. They are smooth to run but do not meet low hydrogen limits.
Conclusion
You can spot low hydrogen rods with a fast, clear process. Read the code, confirm storage, inspect the coating, and verify with a short test bead. When you master these steps, you reduce risk, prevent hydrogen cracks, and weld with confidence.
Put this checklist to work on your next job. Tag your cans, log your ovens, and teach a teammate what you learned. Want more guides like this? Subscribe, share a question, or leave a tip that helped you on site.